The largest Russian heating and power group
A regular heating and power station may be the size of 30 soccer fields and has enough employees to make up a small village.
Maintaining order and safety at such facilities is a truly difficult task. You cannot rely only on human conscientiousness and on the fact that employees always comply with PPE (Personal Protective Equipment) regulations: as everyone knows, no amount of danger will stop an employee who has decided to "just run quickly over there and then back to his workplace."
Maintaining order and safety at such facilities is a truly difficult task. You cannot rely only on human conscientiousness and on the fact that employees always comply with PPE (Personal Protective Equipment) regulations: as everyone knows, no amount of danger will stop an employee who has decided to "just run quickly over there and then back to his workplace."
THE COMPANY HAS DOZENS OF HEATING AND POWER FACILITIES. SETTING UP A MODERN RELIABLE VIDEO SURVEILLANCE SYSTEM WAS A NUMBER ONE PRIORITY FOR THE COMPANY
THAT IS WHY THE COMPANY CONTACTED CENTER2M AND ASKED TO PREPARE A SOLUTION THAT WOULD ENSURE MAXIMUM SAFETY AT THE FACILITIES 24/7/365
THAT IS WHY THE COMPANY CONTACTED CENTER2M AND ASKED TO PREPARE A SOLUTION THAT WOULD ENSURE MAXIMUM SAFETY AT THE FACILITIES 24/7/365

Problem
Solution
The old ways of monitoring safety compliance were not enough for the size of facilities. It was not possible to watch every corner and every employee of a huge central heating and power plant relying only on the operator in front of a monitor.
Center2M suggested shifting to the CenterVision video surveillance system based on special-trainable neural networks
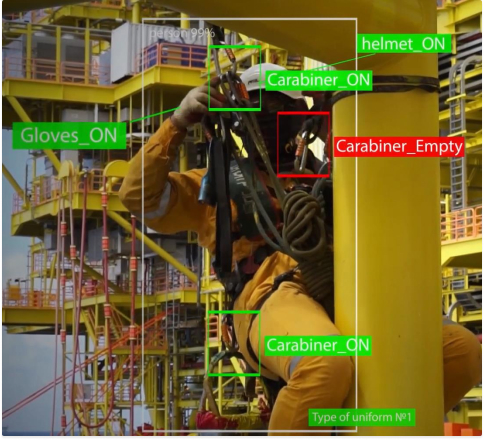
We reviewed the footage from video surveillance cameras at the facilities in order to analyze where and which protection devices need to be worn and how often employees forgot to wear them.
Then we started training the neural network model. The difficulty was that the algorithm had to memorize and subsequently recognize many objects simultaneously: hard-hats, jackets, respirators, goggles and so on. It was also important to consider the equipment operation conditions.
For instance, you cannot enter the danger zone, even when wearing a protective suit, while the equipment is turned on and the visor of the protection mask must be down when working with the power cabinet.
Then we started training the neural network model. The difficulty was that the algorithm had to memorize and subsequently recognize many objects simultaneously: hard-hats, jackets, respirators, goggles and so on. It was also important to consider the equipment operation conditions.
For instance, you cannot enter the danger zone, even when wearing a protective suit, while the equipment is turned on and the visor of the protection mask must be down when working with the power cabinet.
The neural network had to collect a large amount of data demonstrating safety compliance.
In order to do that we asked employees intentionally not to use protection equipment when moving around the facilities, so that the neural network could be trained to recognize violations with maximum accuracy and speed. Naturally, this does not mean that employees had to risk their lives: only safe zones were selected for training purposes.
In order to do that we asked employees intentionally not to use protection equipment when moving around the facilities, so that the neural network could be trained to recognize violations with maximum accuracy and speed. Naturally, this does not mean that employees had to risk their lives: only safe zones were selected for training purposes.
Algorithm training took less than a month.
As a result, we have a video analytics system that can recognize and instantly react to dangerous situations by sending a report to the situation center within a few seconds
As a result, we have a video analytics system that can recognize and instantly react to dangerous situations by sending a report to the situation center within a few seconds
The Company needed a high-quality video analytics system that could:

Monitor the huge facilities 24/7 without getting tired or falling asleep
Keep track of the use of all PPEs constituents, not just the largest and most noticeable (hard-hats)
Integrate the existing video surveillance network into the system in order to save resources



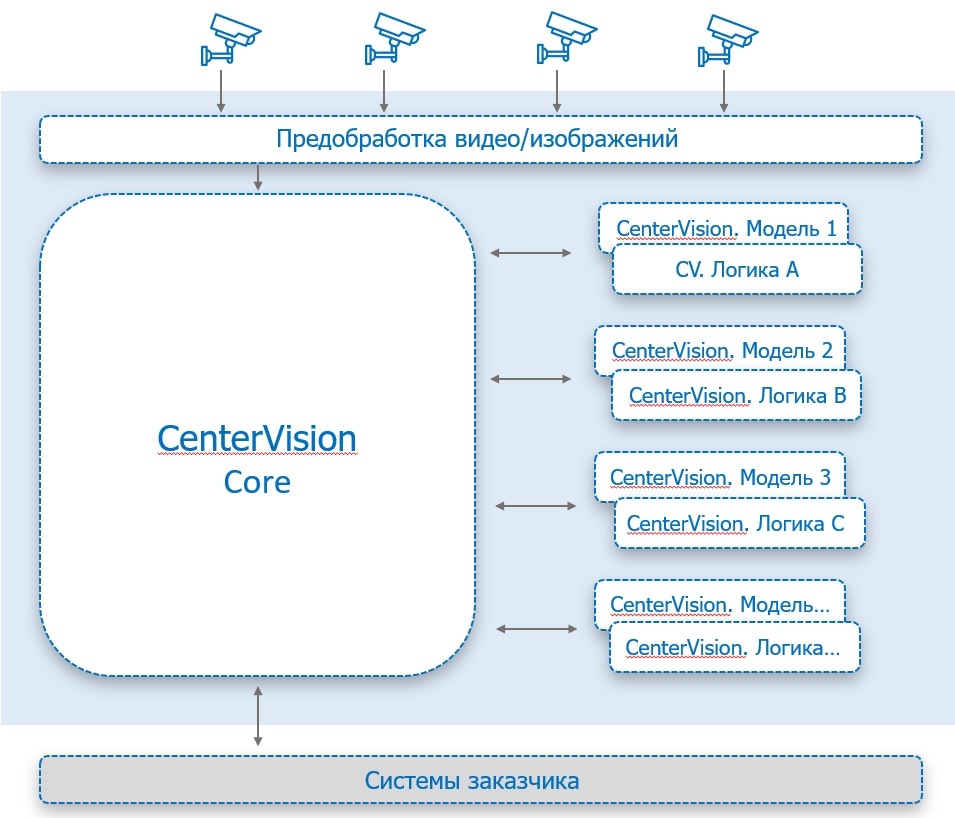
CenterVision solution architecture
Results
the number of accidents
Halved
Video analytics based on machine vision helped to remove the human factor from the process of safety monitoring
annual financial benefit in a single heating and power facility
≈150 000€
recognition accuracy
Up to 98%
to implement the system
3 months
The number of recognized objects is limited only by the camera scan area
Project team included: a system architect, a business analyst, two developers, a data scientist and a project manager. An IT specialist represented the Company
How the solution works:
We connected the installed cameras with CenterVision video analytics servers
1
The camera generated a video stream going into the system software core. The software core contains the logic of event processing, especially trained artificial intelligence, integration components, etc.
2
CenterVision slices the video stream into separate frames and sends them to the neural network for recognition of the number and type of objects and so on.
3
As a result, the software core receives a list of recognized objects from the neural network, such as absence or presence of the hard-hat, protective clothing, etc.
4
Program logic embedded in the software core processes the result to discover incidents
5
At the end of the reporting period, the client receives statistics with a complete list of violations
6
Solution implementation took 3 months.
The only thing that somewhat delayed the process was that the neural network had to be trained to recognize correctly not only various types of PPEs, but different brands of the same elements, for example, hard-hats that differed by shape and color. It took a few more days to complete the artificial intelligence training.
The only thing that somewhat delayed the process was that the neural network had to be trained to recognize correctly not only various types of PPEs, but different brands of the same elements, for example, hard-hats that differed by shape and color. It took a few more days to complete the artificial intelligence training.

We also developed an intellectual platform based on the system to automate processes at the plant.
Special equipment, for example, can be monitored using CenterVision: ensuring that a vehicle does not go above the speed limit or is not where it should not be or that a crane works only when it should
Special equipment, for example, can be monitored using CenterVision: ensuring that a vehicle does not go above the speed limit or is not where it should not be or that a crane works only when it should



Unlike a human, the neural network:
• Does not get tired
• Does not make mistakes
• Makes decisions instantly
• Can monitor all objects within view
• Does not make mistakes
• Makes decisions instantly
• Can monitor all objects within view